重量3KG
焊接范圍6MM-80MM
控制方式自動、半自動
產(chǎn)品用途焊接
產(chǎn)品別名管板自動焊接機
適用行業(yè)各行各業(yè)
規(guī)格尺寸90*45*60
類型便攜式
持續(xù)負(fù)載率100%
電流直流
電壓220V
動力形式自動
驅(qū)動形式電動
用途焊接
作用對象不銹鋼,碳鋼,鈦合金
作用原理脈沖
焊接方式環(huán)形焊接
保護(hù)氣體氬氣
功率3.5KW
管板加工方法有哪些呢?
1、傳統(tǒng)的管板加工方法:盡管各個廠家的加工工藝略有差別,但總的來說,不外乎,先劃線(因劃出的線成網(wǎng)格狀,稱網(wǎng)格線),打樣沖點,用小鉆頭鉆小孔,再正式鉆孔,若孔壁光潔度要求高的,還要鉸孔,后倒角。分析一下這套工序,先說劃線,若是標(biāo)準(zhǔn)管板(蜂窩狀)還好說,若是圖形復(fù)雜的,劃線就很費事。再說鉆孔,操作工人用搖臂鉆鉆孔,調(diào)整搖臂定位,再落下鉆頭,再抬起鉆頭重新調(diào)整搖臂定位,鉆一個孔要做好幾個動作,而操作工人的勞動強度較大,效率不高。總而言之,傳統(tǒng)的管板加工方法,精度低、費時、費力,使得管板加工成為整個生產(chǎn)過程中的一個瓶頸,一談起管板加工,人們就直皺眉頭。
2、的管板加工方法:其實,制約管板加工的一個主要問題是設(shè)備問題。在傳統(tǒng)的管板加工中,搖臂鉆是其主要設(shè)備。由于其手動操作特性,操作方法比較固定,很難有潛力挖掘。盡管可以用鉆模等辦法來提率,但解決不了根本問題。只有從設(shè)備上想辦法,才能從根本上解決問題。國外管孔加工已普遍使用多軸數(shù)控鉆床,不再使用搖臂鉆,數(shù)控平面鉆床能夠代替人工劃線、鉆孔,可以大大提高加工精度和效率。我國近幾年也開始實現(xiàn)這類鉆床的國產(chǎn)化,但大多數(shù)廠家的產(chǎn)品,床身較小(2m~3m),主軸(1個或兩個)不多。不能加工大型管板。不能完全替代進(jìn)口產(chǎn)品。因此對于要求加工精度高的大型管板(超過7m),只能到國外去加工。而進(jìn)口數(shù)控機床,價格昂貴,安裝周期長,不易維修,并不一定適合中國的國情。人們迫切需要國內(nèi)機床廠家生產(chǎn)出超大型數(shù)控鉆床,以滿足管板加工廠家的需要。

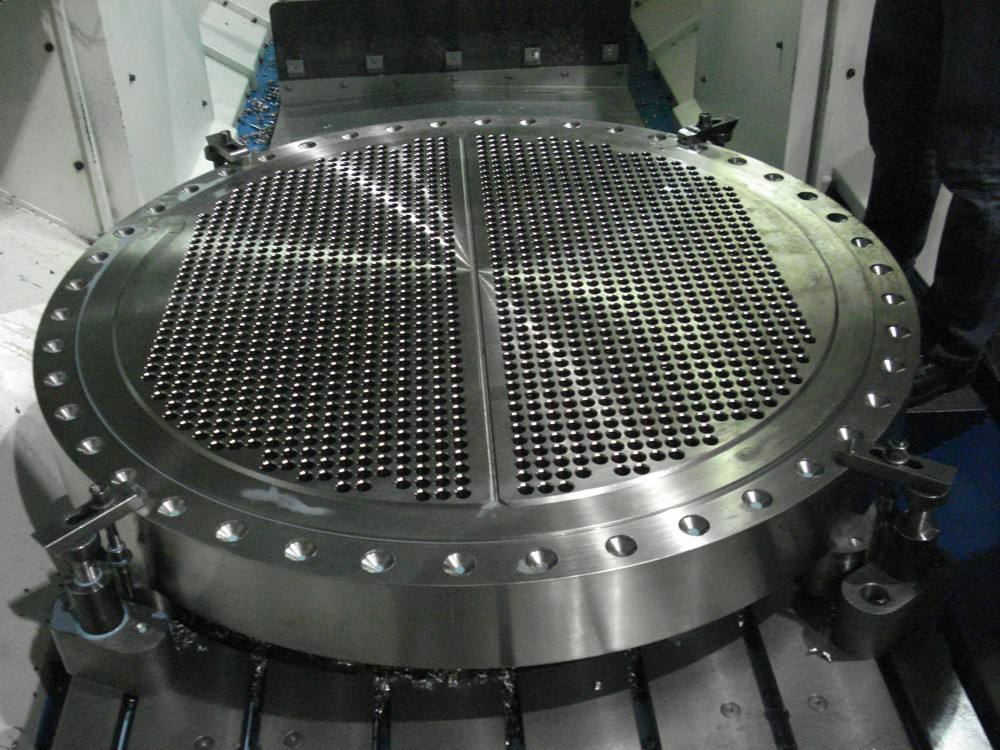
管板,就是在圓形鋼板上鉆出比管子外徑一樣略大一些的孔,將管子穿入焊住固定,起這樣作用的一種配件。

本公司生產(chǎn)各種型號管板 盲板 以及各種管材 歡迎各位新老客戶前來采購

管板廠管板式換熱器固定管板式換熱器的發(fā)展歷史
固定管板式換熱器 -發(fā)展歷史板式換熱器
二十世紀(jì)20年代出現(xiàn)板式換熱器,并應(yīng)用于食品工業(yè)。以板代管制成的換熱器,結(jié)構(gòu)緊湊,傳熱效果好,因此陸續(xù)發(fā)展為多種形式。30年代初,瑞典制成螺旋板換熱器。接著英國用釬焊法制造出一種由銅及其合金材料制成的板翅式換熱器,用于飛機發(fā)動機的散熱。30年代末,瑞典又制造出臺板殼式換熱器,用于紙漿工廠。在此期間,為了解決強腐蝕性介質(zhì)的換熱問題,人們對新型材料制成的換熱器開始注意。 板面式換熱器
60年代左右,由于空間技術(shù)和科學(xué)的迅速發(fā)展,迫切需要各種能緊湊型的換熱器,再加上沖壓、釬焊和密封等技術(shù)的發(fā)展,換熱器制造工藝得到進(jìn)一步完善,從而推動了緊湊型板面式換熱器的蓬勃發(fā)展和廣泛應(yīng)用。此外,自60年始,為了適應(yīng)高溫和高壓條件下的換熱和節(jié)能的需要,典型的管殼式換熱器也得到了進(jìn)一步的發(fā)展。70年代中期,為了強化傳熱,在研究和發(fā)展熱管的基礎(chǔ)上又創(chuàng)制出熱管式換熱器。
換熱器按傳熱方式的不同可分為混合式、蓄熱式和間壁式三類。
混合式換熱器是通過冷、熱流體的直接接觸、混合進(jìn)行熱量交換的換熱器,又稱接觸式換熱器。由于兩流體混合換熱后必須及時分離,這類換熱器適合于氣、液兩流體之間的換熱。例如,化工廠和發(fā)電廠所用的涼水塔中,熱水由上往下噴淋,而冷空氣自下而上吸入,在填充物的水膜表面或飛沫及水滴表面,熱水和冷空氣相互接觸進(jìn)行換熱,熱水被冷卻,冷空氣被加熱,然后依靠兩流體本身的密度差得以及時分離。
蓄熱式換熱器是利用冷、熱流體交替流經(jīng)蓄熱室中的蓄熱體(填料)表面,從而進(jìn)行熱量交換的換熱器,如煉焦?fàn)t下方預(yù)熱空氣的蓄熱室。這類換熱器主要用于回收和利用高溫廢氣的熱量。以回收冷量為目的的同類設(shè)備稱蓄冷器,多用于空氣分離裝置中。
間壁式換熱器的冷、熱流體被固體間壁隔開,并通過間壁進(jìn)行熱量交換的換熱器,因此又稱表面式換熱器,這類換熱器應(yīng)用廣。
間壁式換熱器根據(jù)傳熱面的結(jié)構(gòu)不同可分為管式、板面式和其他型式。管式換熱器以管子表面作為傳熱面,包括蛇管式換熱器、套管式換熱器和管殼式換熱器等;板面式換熱器以板面作為傳熱面,包括板式換熱器、螺旋板換熱器、板翅式換熱器、板殼式換熱器和傘板換熱器等;其他型式換熱器是為滿足某些要求而設(shè)計的換熱器,如刮面式換熱器、轉(zhuǎn)盤式換熱器和空氣冷卻器等。
換熱器中流體的相對流向一般有順流和逆流兩種。順流時,處兩流體的溫差大,并沿傳熱表面逐漸減小,至出口處溫差為小。逆流時,沿傳熱表面兩流體的溫差分布較均勻。在冷、熱流體的進(jìn)出口溫度一定的條件下,當(dāng)兩種流體都無相變時,以逆流的平均溫差大順流小。
在完成同樣傳熱量的條件下,采用逆流可使平均溫差,換熱器的傳熱面積減小;若傳熱面積不變,采用逆流時可使加熱或冷卻流體的消耗量降低。前者可節(jié)省設(shè)備費,后者可節(jié)省操作費,故在設(shè)計或生產(chǎn)使用中應(yīng)盡量采用逆流換熱。
當(dāng)冷、熱流體兩者或其中一種有物相變化(沸騰或冷凝)時,由于相變時只放出或吸收汽化潛熱,流體本身的溫度并無變化,因此流體的進(jìn)出口溫度相等,這時兩流體的溫差就與流體的流向選擇無關(guān)了。除順流和逆流這兩種流向外,還有錯流和折流等流向。
在傳熱過程中,降低間壁式換熱器中的熱阻,以提高傳熱系數(shù)是一個重要的問題。熱阻主要來源于間壁兩側(cè)粘滯于傳熱面上的流體薄層(稱為邊界層),和換熱器使用中在壁兩側(cè)形成的污垢層,金屬壁的熱阻相對較小。
增加流體的流速和擾動性,可減薄邊界層,降低熱阻提高給熱系數(shù)。但增加流體流速會使能量消耗增加,故設(shè)計時應(yīng)在減小熱阻和降低能耗之間作合理的協(xié)調(diào)。為了降低污垢的熱阻,可設(shè)法延緩污垢的形成,并定期清洗傳熱面。
一般換熱器都用金屬材料制成,其中碳素鋼和低合金鋼大多用于制造中、低壓換熱器;不銹鋼除主要用于不同的耐腐蝕條件外,奧氏體不銹鋼還可作為耐高、低溫的材料;銅、鋁及其合金多用于制造低溫?fù)Q熱器;鎳合金則用于高溫條件下;非金屬材料除制作墊片零件外,有些已開始用于制作非金屬材料的耐蝕換熱器,如石墨換熱器、氟塑料換熱器和玻璃換熱器等。
http://m.eteeg.cn



















營")

 詳細(xì)介紹")
