重量3KG
焊接范圍6MM-80MM
控制方式自動、半自動
產品用途焊接
產品別名管板自動焊接機
適用行業各行各業
規格尺寸90*45*60
類型便攜式
持續負載率100%
電流直流
電壓220V
動力形式自動
驅動形式電動
用途焊接
作用對象不銹鋼,碳鋼,鈦合金
作用原理脈沖
焊接方式環形焊接
保護氣體氬氣
功率3.5KW
管板廠管板式換熱器固定管板式換熱器的發展歷史
固定管板式換熱器 -發展歷史板式換熱器
二十世紀20年代出現板式換熱器,并應用于食品工業。以板代管制成的換熱器,結構緊湊,傳熱效果好,因此陸續發展為多種形式。30年代初,瑞典制成螺旋板換熱器。接著英國用釬焊法制造出一種由銅及其合金材料制成的板翅式換熱器,用于飛機發動機的散熱。30年代末,瑞典又制造出臺板殼式換熱器,用于紙漿工廠。在此期間,為了解決強腐蝕性介質的換熱問題,人們對新型材料制成的換熱器開始注意。 板面式換熱器
60年代左右,由于空間技術和科學的迅速發展,迫切需要各種能緊湊型的換熱器,再加上沖壓、釬焊和密封等技術的發展,換熱器制造工藝得到進一步完善,從而推動了緊湊型板面式換熱器的蓬勃發展和廣泛應用。此外,自60年始,為了適應高溫和高壓條件下的換熱和節能的需要,典型的管殼式換熱器也得到了進一步的發展。70年代中期,為了強化傳熱,在研究和發展熱管的基礎上又創制出熱管式換熱器。
換熱器按傳熱方式的不同可分為混合式、蓄熱式和間壁式三類。
混合式換熱器是通過冷、熱流體的直接接觸、混合進行熱量交換的換熱器,又稱接觸式換熱器。由于兩流體混合換熱后必須及時分離,這類換熱器適合于氣、液兩流體之間的換熱。例如,化工廠和發電廠所用的涼水塔中,熱水由上往下噴淋,而冷空氣自下而上吸入,在填充物的水膜表面或飛沫及水滴表面,熱水和冷空氣相互接觸進行換熱,熱水被冷卻,冷空氣被加熱,然后依靠兩流體本身的密度差得以及時分離。
蓄熱式換熱器是利用冷、熱流體交替流經蓄熱室中的蓄熱體(填料)表面,從而進行熱量交換的換熱器,如煉焦爐下方預熱空氣的蓄熱室。這類換熱器主要用于回收和利用高溫廢氣的熱量。以回收冷量為目的的同類設備稱蓄冷器,多用于空氣分離裝置中。
間壁式換熱器的冷、熱流體被固體間壁隔開,并通過間壁進行熱量交換的換熱器,因此又稱表面式換熱器,這類換熱器應用廣。
間壁式換熱器根據傳熱面的結構不同可分為管式、板面式和其他型式。管式換熱器以管子表面作為傳熱面,包括蛇管式換熱器、套管式換熱器和管殼式換熱器等;板面式換熱器以板面作為傳熱面,包括板式換熱器、螺旋板換熱器、板翅式換熱器、板殼式換熱器和傘板換熱器等;其他型式換熱器是為滿足某些要求而設計的換熱器,如刮面式換熱器、轉盤式換熱器和空氣冷卻器等。
換熱器中流體的相對流向一般有順流和逆流兩種。順流時,處兩流體的溫差大,并沿傳熱表面逐漸減小,至出口處溫差為小。逆流時,沿傳熱表面兩流體的溫差分布較均勻。在冷、熱流體的進出口溫度一定的條件下,當兩種流體都無相變時,以逆流的平均溫差大順流小。
在完成同樣傳熱量的條件下,采用逆流可使平均溫差,換熱器的傳熱面積減小;若傳熱面積不變,采用逆流時可使加熱或冷卻流體的消耗量降低。前者可節省設備費,后者可節省操作費,故在設計或生產使用中應盡量采用逆流換熱。
當冷、熱流體兩者或其中一種有物相變化(沸騰或冷凝)時,由于相變時只放出或吸收汽化潛熱,流體本身的溫度并無變化,因此流體的進出口溫度相等,這時兩流體的溫差就與流體的流向選擇無關了。除順流和逆流這兩種流向外,還有錯流和折流等流向。
在傳熱過程中,降低間壁式換熱器中的熱阻,以提高傳熱系數是一個重要的問題。熱阻主要來源于間壁兩側粘滯于傳熱面上的流體薄層(稱為邊界層),和換熱器使用中在壁兩側形成的污垢層,金屬壁的熱阻相對較小。
增加流體的流速和擾動性,可減薄邊界層,降低熱阻提高給熱系數。但增加流體流速會使能量消耗增加,故設計時應在減小熱阻和降低能耗之間作合理的協調。為了降低污垢的熱阻,可設法延緩污垢的形成,并定期清洗傳熱面。
一般換熱器都用金屬材料制成,其中碳素鋼和低合金鋼大多用于制造中、低壓換熱器;不銹鋼除主要用于不同的耐腐蝕條件外,奧氏體不銹鋼還可作為耐高、低溫的材料;銅、鋁及其合金多用于制造低溫換熱器;鎳合金則用于高溫條件下;非金屬材料除制作墊片零件外,有些已開始用于制作非金屬材料的耐蝕換熱器,如石墨換熱器、氟塑料換熱器和玻璃換熱器等。

當前。管子與管板接頭的連接技術是壓力容器制造的難題之一,尤其是高溫高壓容器的制造,管子與管板的連接要求更嚴格。
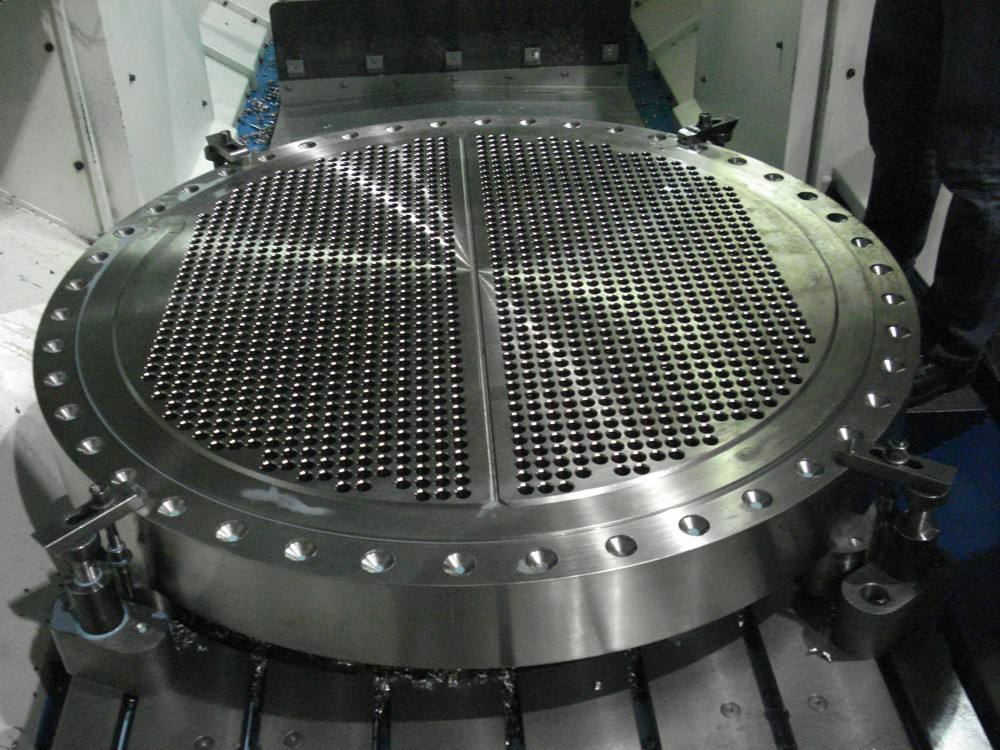
管板用于三、四類壓力容器的管板需要比較高的精度,傳統的孔加工方法是鉗工劃線,搖臂鉆打孔。

對螺旋板換熱器產生氣阻的原因進行理論分析和闡述,并討論防止產生氣阻的方法和消除氣阻的對策,對螺旋板換熱器的正確使用有一定意義。
螺旋板換熱器是一種換熱設備,因其制作工藝簡單、換熱效率高而在化工生產中被普遍采用。但新螺旋板換熱器在剛開始投用時,往往由于其內部產生氣阻而造成系統阻力加大,嚴重的甚至會導致介質不能通過換熱器,生產不能正常進行。
1 螺旋板換熱器結構分析
如圖1所示,螺旋板換熱器有2個通道,分別是頂入側出和側入頂出。2個通道呈交叉分布,正常生產時冷熱介質分別從頂部和側部流入,在逆向流動的過程中實現換熱。
2 氣阻產生的原理分析
2.1 氣柱產生壓差的原理分析
如圖2所示,在U形管中裝有某種液體,U形管右側封有一段氣柱高為h1,氣柱之上有一段高為h0的液柱,氣柱下部的液柱高為h,U形管左右兩側液位相同,液柱上面的壓強分別為P1和P2,則該U形管兩側的壓力平衡公式為:p1+ρg(h0+h1+h)=p2+ρg(h0+h)(1)式中,ρ為U形管中液體的密度;g為重力加速度。
由于空氣密度與液柱相比非常小,在此可忽略不計。
由(1)式可換算得出:
p2-p1=ρgh1(2)
由式(2)可以看出,一段高為h1的氣柱可產生大小為ρghl的壓差,也就是說,U形管右側的壓強必須比左側大ρghl,才有可能使得右側的液體向左側流動。
2.2 螺旋板換熱器產生氣柱的過程分析
(1)液體順著新螺旋板換熱器右側頂部流入,從外層向內層流動,如圖3所示。
(2)隨著液位不斷升高,左側液位到達流道內圈頂部高點,如圖4所示。
(3)液體繼續流入,越過第1圈流道內圈頂部的高點進入第2圈,并在第1圈流道頂部形成一段氣柱,如圖5所示。
(4)隨著液體的不斷流入,螺旋板的流道內會由外向內每一圈都形成一段氣柱,液體流動需克服的阻力也越來越大,如圖6所示,這時螺旋板內就形成一定的氣阻,其氣阻的大小約為:
p′=ρg(h1+h2+…+hn)(3)
式中,p′為氣阻;ρ為流通介質的密度;g為重力加速度;h1、h2…hn為螺旋板內氣柱的高度。
假若液體介質的壓頭足夠大,可以克服整個螺旋板換熱器內部形成的氣阻,則液體可以繼續流通,并終將螺旋板內部的氣柱逐步排向出口,生產不會受到影響。但是如果螺旋板換熱器的流道圈數很多,而且液體介質的壓頭偏小,不能克服螺旋板內氣柱形成的阻力,則液體將不能形成流通,并終影響生產。
3 氣阻產生的特點
根據以析,螺旋板換熱器產生氣阻有以下特點:(1)板間距越大越容易產生氣阻,反之越不容易產生氣阻;(2)介質黏度越大越不容易產生氣阻;(3)介質注入的速度越慢,越容易產生氣阻,而且氣阻越大;反之,則越小;(4)螺旋板換熱器的換熱面積越大或者流道圈數越多,產生的氣阻越大;(5)介質密度越大,產生的氣阻越大。
4 預防和消除氣阻的對策
為了防止產生氣阻,使用螺旋板換熱器時可采取以下幾種措施:(1)在保證流量的情況下,盡量選用流道間距比較小的螺旋板換熱器;(2)開啟螺旋板換熱器時,先打開螺旋板出口的排空氣閥門,并快速打開出閥門,使介質螺旋板的同時將換熱器中的空氣盡除;(3)在場地允許的情況下,可采用平臥式安裝方式,以避免氣阻的產生;(4)若換熱器圈數較多,形成的氣阻很大,介質系統壓力不能克服其阻力,也可先將螺旋板換熱器平放,用水或其他介質從外圓管口處灌入,將空氣從中部向上的管口排出,然后用盲板封堵,再將其豎起按正常方式安裝。
另外,對于有幾臺螺旋板換熱器并聯安裝的情況,新換熱器安裝到位后由于有氣阻的存在,比其他換熱器的阻力要大得多,也就是說并聯換熱器前后的壓差不能克服新換熱器產生的氣阻,否則會造成介質從其他換熱器“短路”而不能從新換熱器流通的現象。這時,可先關閉其他換熱器出閥門,靠液體系統壓力將介質從新換熱器強制流通后再開啟其他換熱器正常生產。
掌握螺旋板換熱器產生氣阻的原理和對策,對正確使用螺旋板換熱器,避免和減少氣阻的產生,保證正常生產具有重要的意義。
http://m.eteeg.cn
























